|
D Series Engine Building Tips
Building D series and ZC Honda engines is a pretty straight
forward task. As with any engine build-up, all clearances must be worked out
well in advance of the final assembly process, enabling the assembly to take
place like a model kit.
A clean assembly environment is also essential for a
successful build-up. I recommend doing assembly in a closed area (not outside),
where there's little or no dust. If it's in a garage, I recommend hosing down
the floor and anything else necessary to keep airborne particles to a minimum.
An engine stand is certainly a help when it's time to
install pistons and another pair of hands doesn't hurt either. Keep a couple
large rolls of Bounty paper towels on hand and use them instead of rags for
wiping and cleaning.
The first picture series is some pretty basic stuff that
makes sense. The mods are configured to improve the efficiency of the oil pump.
While there are several internal tricks, we're showing some things here that are
easy to do and they won't ruin the pump, if you're a little bit off with the
grinder.
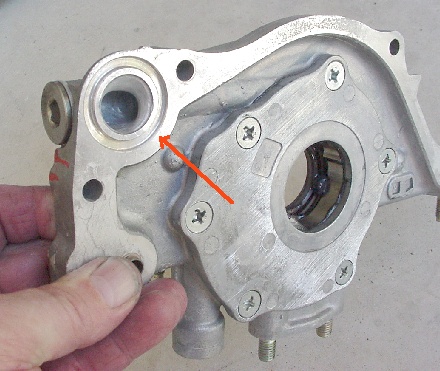
Note that the oil exit in the pump has been radiused into
the passage and it's also been flared to match the oil gallery diameter in the
block. While it's not visible here, we fill the area behind the allen plug at
the end of the pump's exit passage to smooth the flared turn's back wall. A good
aluminum based epoxy will work fine for the job. Make sure that you disassemble
the pump prior to doing these mods, so there's no grinding material left inside.
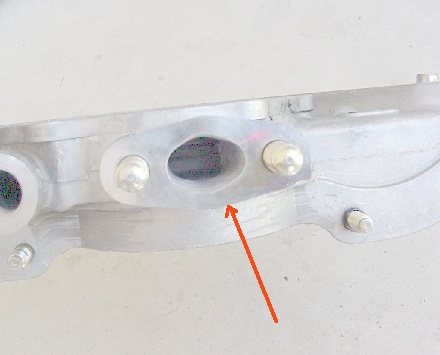
While it's difficult to see in this photo, we smooth the
entry passage into the pump and carefully radius the transition into the actual
pump housing to increase area and improve oil flow. We also make sure the
pick-up tube is matched correctly to the pump, with no sharp lips to disturb the
flow.
Block notching seems to be another thing that many builders
are unsure of. It's an easy process and here are a few tips on how-to-do it
properly.
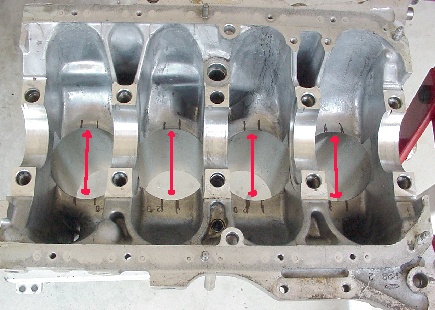
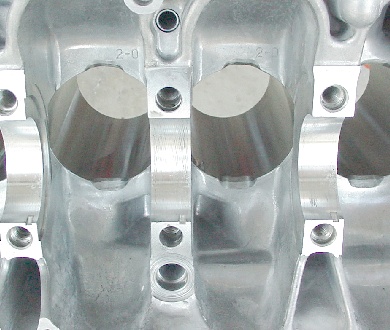
We mark an area that's 3/4" wide and approximately
centered on each side of the block's cylinder bores. 3/4" is plenty of
distance to clear the rods' beams ans we'll taper the cut from outside the lines
back to the cylinder bores. If you put a mark that's 1/4" into the block
and 1/4" down into the bores, that's the amount you'll be removing...effectively
straight-lining the area with your grinder.
This photo shows the block after about 10 minutes with a
die grinder and a carbide cutter. Notice how the corners of the reliefs are
tapered back to the original lower edge of the cylinder. You do not want
square edges in these areas, as stress risers could develop. make sure when
you're grinding in these areas on the block that you wear eye protection, as the
cast iron particles from the cylinder liner will rust in your eyes and having
them "drilled" out, isn't a pleasant experience. Obviously, the block
will need to be cleaned after this operation, as is evidenced by the grinding
debris in the photo.
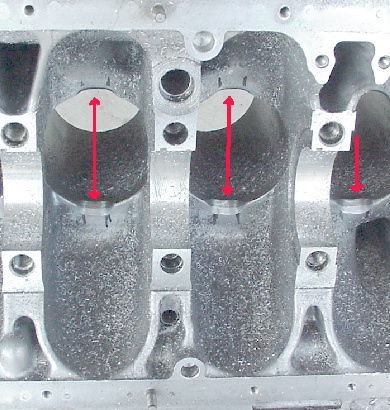
Here's the finished product. The reliefs have been just
"touched" by a 60 grit cartridge roll and a tiny radius has also been
placed on the bottom of the cylinder bore. This will make the transition back up
the cylinder wall a little less "wearing" for the pistons' skirts. The
block has been thoroughly cleaned with a solvent and then it's been scrubbed
with hot soapy water, prior to the final rinse with hot water. Blow the block
dry, including all the bolt holes. Make a good sized roll of Bounty towels on
some sticks (paint stirrers work great), spray them with some WD-40 and wipe the
cylinder bores until there's no hint of dirt, or surface rust showing.
I catch a lot of flack about the size I open the oil holes
in the bearings out to. Those who don't care for the practice, have never apparently
experienced oiling problems, or they've never made enough power to be concerned.
We open the oil holes in the bearings, after fitting the bearings to the
block/crank with micrometers / dial-bore gauges and finally Plasti-Gage.) The
holes are in perfect alignment with the feed holes in the main caps...and oddly
enough, they're darned near the same diameter as the oil holes in the
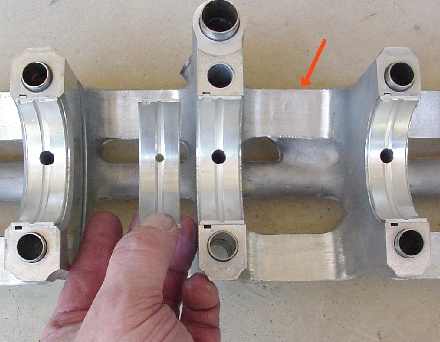
crankshaft. Who'd have thought? Also of note, we grind the edges of the girdle
to remove any radius. That might sound strange, but sharp edges will
"shave" oil off the rotating crankshaft and rod assembly with
considerable efficiency and that's very desirable for a performance engine. It's
also free, if you have a little time to spend.
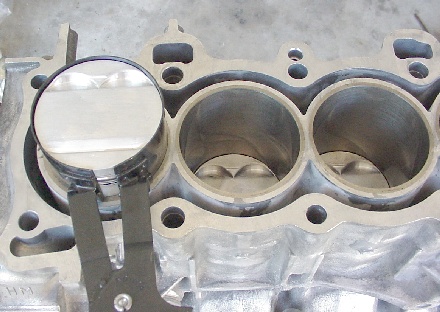
Do yourself and the piston rings a favor and use a scissors-band-style
ring compressor for piston/rod installation. Most of the cheapie ring
compressors are good at damaging, or breaking rings and you won't find out until
the engines in the car, running, and smoking.
While they aren't visible in this picture, we use a couple
main caps that we've cut from an old D16 girdle at the #1 and #5 main to hold
the crankshaft in while we're torquing the rod caps. The D series girdle leaves
little room for the rod bolt stretch gauge and this is one area where correctly
stretched bolts are important. I also use a steel tube placed on the end of the
3/8" 12 point wrench to permit me to "pull" the bolt to the
correct length in one smooth motion. We usually torque the bolts to 15
foot pounds, to seat the rod cap and follow up by loosening them to about 5 foot
pounds and stretching them to the instructed dimension with the gauge.

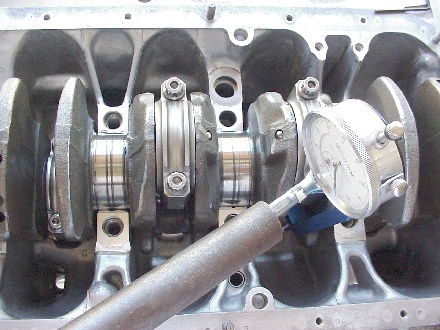
It's not terribly visible in this picture, but you can see
that we've "cleaned-up" this crank's surfaces considerably. In
addition to X-Raying the crank and looking for surface flaws, the crank's oil
holes have all been carefully chamfered and all the balancing was accomplished
by radiusing material off the counter weights and throws, rather than drilling
more holes. The crank has also been thoroughly stress relieved, as the
application is one placing it under considerable "pressure." I should
also note that this engine isn't configured to rev past 7,500 rpm, so extensive
crank lightening wasn't part of the plan, as it would be for a normally
aspirated engine.
This about sums up the tips for the D series bottom ends.
We didn't show it, but we do open the diameter of the main oil gallery on the
side of the block and we also do considerable radiusing of it's intersect with
the oil filter housing.
Make sure that you clean the threads in all the bolt holes
that perform critical tasks. Use either new bolts, or studs where
available. I also recommend using some high pressure engine building
graphite-moly on the threads, prior to torquing and don't forget to lube the
washers as well.
Please send all comments to the staff address and we'll
attempt to make the next article the way you guys request.
|