H-22 Cylinder Head
Modification
We're ready to show what modifications work on the Honda
H-22 Prelude cylinder head.
The ports are pretty generous for a production engine, so
the overall sizes at the intake and exhaust flanges are extremely close to
stock. The majority of the port work takes place between the valve seats and the
entries / exits.
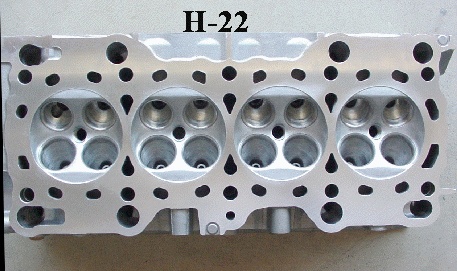
In this overall chamber view note that the recessed quench pads have been
milled to the exact OD of the cylinder bore and to a precise depth for proper
interaction with the pistons corresponding quench areas. We've modified the
chamber sides to properly promote good mixture delivery, while maintaining as
much compression as possible. This head is for a normally aspirated combination.

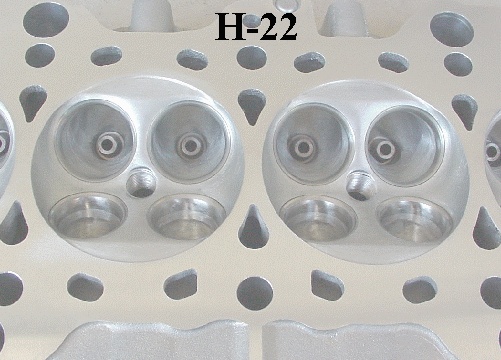
The intake port is at the top of this view. Note the short
"flattened" area around the outside of the intake valve seats. This,
combined with the variable radius seat / bowl help prevent reversion and
consequent intake charge contamination. The majority of the intake port shaping
is concentrated in the bowl or pocket area and it's connection to the port walls
and entry. A little grinding in the wrong places, can absolutely kill these
ports, so take it easy out there.

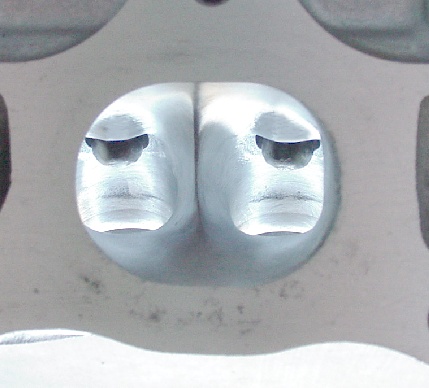
This flange view of the intake port clearly shows the smooth transition
from the entry to the bowl area. In wet flow testing, it became very apparent
that the center divider played a crucial role in the mixture conditioning, as
it's the focal point of the injector's shot. As can be seen in the injector
recess area, considerable attention was paid to proper shaping and finish
texture. The large radius on the divider is also complemented by the center /
side and floor finishing techniques. If you can't deliver a quality mixture to
the cylinder, all the flow numbers in the world aren't going to make the engine
run better.

Don't ask about the picture quality...we don't have time to start studying
photography. Please note the raised large diameter radius in the chamber floor
between the exhaust valve seats. We've kept this area raised to maintain
compression and influence the flow to the individual seats. The sides of the
combustion chamber are rolled surrounding each seat, while the central side area
is still "bulged", as a mixture and flow enhancing device. The exhaust
valve seats are a full calculated radius with a single discrete angle for valve
face contact. As mentioned earlier, the intake seats are of the variable radius
configuration with a single discrete seat angle. It should be evident in this
picture that the approach shapes (radius) on the long-side of the bowl / seat
are very steep, with the radius becoming more full as the seat works to the
short side. This is critical to power production from the intake side.
In this exhaust flange picture, note that the floor of the short turn
radius had been flattened and widened, but since the flow comes high in the port
pretty quickly, considerable attention has been paid to the port roof area and
it's shape. Also note that the interior wall on the right side of the port has
been flattened to stabilize the flow exiting the right valve and the merge from
the left. It should be evident that the exhaust ports in this engine are
directional , just as those in the B series heads. The large underhang on the
back wall in the bowl still shows the factory casting marks. Any attempt to
remove these mismatches on this casting, would destroy the flow qualities of the
ports.
Manifolds Anyone?
Prior to finishing the head, we originally felt that the only manifold
mods would consist making sure the runners provided the desirable mis-match with
the head's intake port entries. Well, one look shows that we were a little off
on the call.
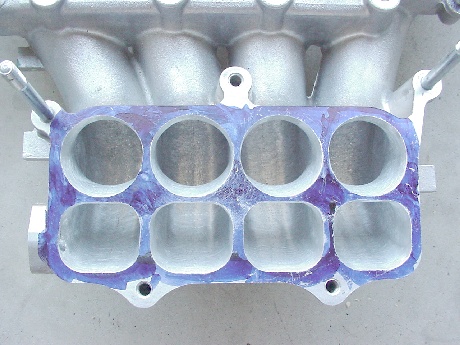
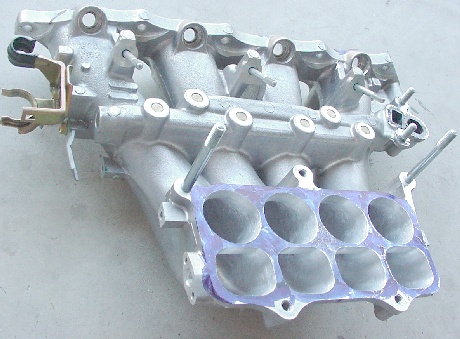
Lots of work here. There's not even a little bit of the runners that
didn't get worked (heavily). As you can see, aside from opening up the runner
entries, there's major reshaping of the runner "plenum" area and the
transition into the actual runner conduits. The manifold wanted additional
volume in this area to drop velocities from the butterfly section for turbulence
elimination.
This is an flange shot of the runner rework and surface preparation
involved in the modification process. First, note that the runners are reworked
all the way to the plenum entries, with particular attention paid to both the
roof transition into the butterfly plate regions and proper wall texture to
promote the most efficient air delivery possible. Note the coarse texture on the
right side (long wall) of the number (1) runner. This treatment provided a
significant increase in both flow rate and quality.

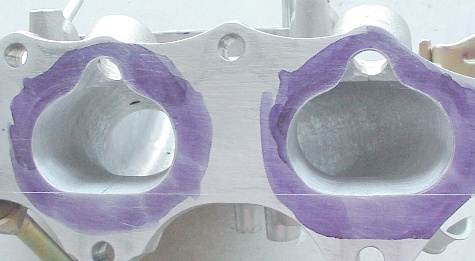
Same relative view of runners (3) and (4). The curvature in the outside
runner (4) wasn't as severe as in number 1 and the overall texture is much more
consistent. Note the smooth shapes and transitions to the plenum areas.

This last view shows that the only place that wasn't really worked over
was the last 1.3" of the runner floors near the flange. This manifold
required a lot of work, but the head will now flow significantly better
with the manifold in place, where it originally represented a sizable loss.
Hope you folks enjoy this stuff. We're doing our best and we'll continue
posting things that can provide valuable insight to those doing their own work.
|